

SiBaLOM
Förderkennzeichen: 49MF190007
Projektlaufzeit: 01.05.2019 bis 30.04.2021
Silikatische Baugruppen mittels LOM-Verfahren
Ziel der Entwicklung
Die Entwicklung und Qualifizierung einer additiven Prozesskette zur Herstellung komplexer und optisch transparenter Glasbaugruppen waren Gegenstand der Forschungsarbeiten. Mit der Entwicklung einer Prozesskette wurde die Basis geschaffen, Baugruppen in Anlehnung an das Laminated Object Manufacturing, also den schichtweisen Aufbau eines Körpers, herzustellen. Mit dem Verfahren soll ein höheres Maß an Automatisierbarkeit, kürzere Produktentwicklungszeiten und die verbesserte Umsetzbarkeit individueller Lösungsansätze bei der Herstellung innovativer Halbzeuge oder Finalprodukte für Unternehmen der glasverarbeitenden Industrie erreicht werden. Beim klassischen Laminated Object Manufacturing wird Folienmaterial stoff- oder kraftschlüssig verbunden. Dies geschieht in der Regel durch Kleben oder Verstiften bzw. Klemmen. Dabei ist davon auszugehen, dass die Transparenz des Glases beeinträchtigt wird und somit die optischen Eigenschaften verändert bzw. Spannungen im Glas induziert werden. Neben dem Langzeitverhalten flächig gefügter Glasbauteile sind auch Dichtheitsanforderungen gegenüber flüssigen oder gasförmigen Medien eine wesentliche Zielgröße, wenn es um Wärmemanagementprozesse in einem Glasbauteil geht.
Vorteile und Lösungen
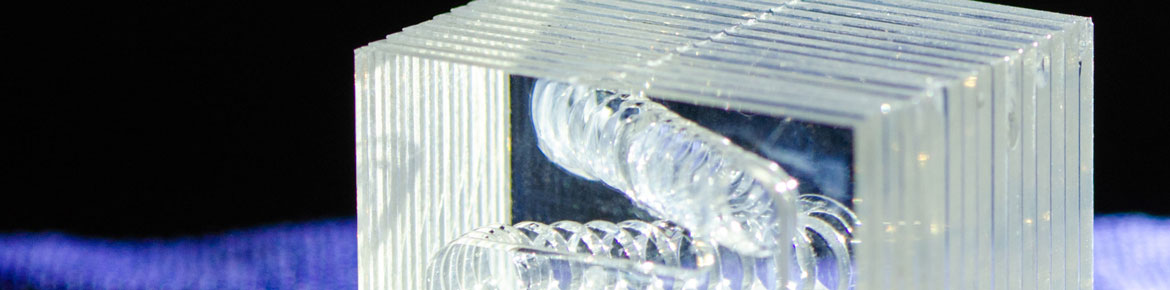
Das Laminated Object Manufacturing wurde in zwei Prozessschritten betrachtet. Zunächst werden die Schichten für das zu fertigende Bauteil mittels CO2-Laserstrahlschmelzschneiden oder alternativ mittels Wasserstrahlschneiden, konturiert und anschließend durch das Diffusionsschweißen gefügt. Beim CO2-Laserstrahlschmelzschneiden neigen eine Reihe von Glassystemen dazu, dass sich durch den thermischen Eintrag des Lasers die Glaszusammensetzung im Randbereich ändert sowie Grat und Spannungen an der Schnittkante entstehen. Diese stofflichen Änderungen und Formabweichungen sind nachteilig für den Schweißprozess. Je gratfreier also die Kantenqualität nach dem Laserstrahlschneiden ist, desto zuverlässiger ist der Fügeprozess. Die Wärmeeinflusszone sowie die Gratbildung waren durch die Variation geeigneter Prozessparameter zu minimieren. Die Wahl der entsprechenden Parameter für das Diffusionsschweißen war so abzustimmen, dass die Transparenz in den Fügeflächen und die mechanischen Eigenschaften sowie Formstabilität erhalten bleiben. Auf diese Weise entsteht aus mehreren Schichten ein gefügtes Bauteil mit den gleichen stofflichen Eigenschaften, die hermetisch dicht und mechanisch stabil sind. Dabei werden keine Fremdmaterialien eingebracht. Die experimentellen Untersuchungen im Forschungsvorhaben wurden anhand von Substraten aus Quarzglas und Borosilikatglas mit Dicken von 0,5 mm bis etwa 3 mm durchgeführt und orientierten sich somit an relevanten Halbzeugen und spezifischen Erzeugnissen der Glasindustrie. Aufgrund der sehr guten thermischen und chemischen Beständigkeit gehören Quarzglas und Borosilikatglas im Glasapparatebau, der Mikrofluidik, Mikroelektronik, Optik oder Medizintechnik zum gefragten Standardglas. Neben Voruntersuchungen zum Trennen und Schweißen wurden in einem weiteren Prozessschritt Demonstratoren konstruiert und programmseitig in Schichten mit den jeweils generierten Dateien zum Bauteildesign zerlegt. Sie bilden die Grundlage für die folgende Laserbearbeitung. Das konstruierte Modell kann zudem für eine Simulation mit einem coupled-field-static-Analysesystem unter Berücksichtigung der mechanischen und thermischen Verhältnisse herangezogen werden. Dadurch lässt sich der Diffusionsschweißprozess planen und der experimentelle Aufwand minimieren. Anhand von Demonstratoren erfolgte eine zusätzliche Qualifizierung der Prozesse für ausdehnungsarme Glaskeramiken. Betrachtet wurden Skalierungsmöglichkeiten bezüglich der Größen, Muster wurden hergestellt und getestet. Mit den Ergebnissen der durchgeführten Untersuchungen wurde nachgewiesen, dass die Verfahrenskombination in Anlehnung an das Laminated Object Manufacturing über Schneid- und Schweißprozesse komplexe und reproduzierbare Glasbauteile mit Innenstrukturen herstellbar macht. Abhängig vom Glastyp zeichneten sich fertigungsbedingte Unterschiede beim Schneiden ab. Für Quarzglas bis zu einer Materialstärke von h = 2 mm sind laserbasierende Trennverfahren einsetzbar, bei stärkeren Glasdicken ist das Wasserstrahlschneiden zu bevorzugen. Für das Borosilikatglas hat sich gezeigt, dass das Laserschmelzschneiden nur bedingt einsetzbar ist. Die Ursachen liegen hierbei in der Ausbildung einer Wulst an den Schnittkanten. Zusätzlich ändert sich auf Grund des hohen Energieeintrages während des Schneidprozesses die chemische Zusammensetzung des Glases. Im Ergebnis werden Spannungen induziert die zu Kantenabplatzungen führen. Beide Glasarten sind unter Berücksichtigung der diffusionsschweißgerechten Oberflächenanforderungen und den Materialeigenschaften hinsichtlich Ebenheit und Rauheit großflächig verschweißbar und entsprechen den Zielanforderungen des Projektvorhabens hinsichtlich einer additiven Fertigung. Dies betrifft die hohen Vakuumdichtheiten und Heliumleckraten für Glasbauteile mit komplexen Kanalstrukturen für Wärmemanagementanforderungen. Die fertigungstechnischen Lösungsansätze zum LOM-Verfahren wurden auf ausdehnungsarme Glaskeramiken übertragen, die in den finalen Eigenschaften innovative Ansätze für weitere Entwicklungen zulassen.
Zielmarkt
Die Projektergebnisse sind unter anderem für die Herstellung von silikatischen Wärmetauschern oder Mini-Labs in der Mikrofluidik sehr relevant. Gegenüber metallischen bzw. keramischen additiv gefertigten Halbzeugen oder komplexen Bauteilen mit Kavitäten zeichnen sich diese durch ihre Transparenz aus. Damit können Strömung-, Mischungs- und Dosierprozesse in Echtzeit beobachtet werden. Komplexe Glasbauteile kommen vor allem in der chemischen Industrie, der Umwelt- und Messtechnik der Beleuchtungstechnik oder auch bei Prozessen in der Halbleiterindustrie zum Einsatz. Der Werkstoff Glas ist temperaturbeständig, chemisch resistent, elektrisch nichtleitend, durschlagfest und über einen großen Spektralbereich transparent, was für Prozessbeobachtungen im analytischen und optischen Bereich von großer Bedeutung ist. Aufgrund der Vorteile von Glas, steigender Komplexität zu fertigender Elemente und Baugruppen sowie Anwendungsanforderungen stößt die konventionelle glasverarbeitende Industrie sowohl bei der Kalt- als auch bei der Warmbearbeitung für neue Produkte an ihre Grenzen. Es zeichnet sich auch ein Bedarf ab, bestehende Produktportfolios der glasherstellenden bzw. glasverarbeitenden Industrie zu erweitern. Ausgehend von diesen Aspekten ist die Entwicklung von neuen Verfahren und Verfahrenskombinationen für den Werkstoff Glas erforderlich, um in immer kürzeren Produktentwicklungszeiten individuelle Lösungen für Glasbaugruppen bereitstellen zu können. Hier können additive Fertigungstechnologien ansetzen und besitzen das Potential, um anspruchsvolle Glasprodukte mit filigranen Strukturen, flexibel, automatisierbar und individuell herzustellen sowie als digitale Prozesskette abzubilden. Bereits heute werden in den verschiedensten Bereichen der Industrie Bauteile mittels additiver Fertigungstechnologie hergestellt und eingesetzt. Die Herstellung von silikatischen Glasbaugruppen über das LOM-Verfahren ist neu und es sind keine vergleichbaren Verfahren bekannt.
